
|
2021/1/29
|
|
歯車製作 |
|
|
減速機の歯車製作依頼をお客様から頂いたので加工しました(^^) 材質はS45Cです。 ・材料手配(材料屋さん) ・歯切り前加工(旋盤) ・歯切り(外注=歯切り屋さん) ・内径仕上げ加工(旋盤) ・キー溝加工(ブローチ盤) の流れで製作します! 歯車の素になる素材。  写真で見ても実際に見ても小さく見えるんですけどね・・・重量はこれで25kgもあります(^^;) 鉄っちゃ重たいですよね(^^;) 素材の中心にラジアルボール盤で大きな下穴を空け、旋盤で歯切り前の形状(内径以外を図面通りに仕上げ)に加工します。 旋盤で歯切り前加工の状態にしたところ。 ※内径は歯切り後に仕上げます。  歯車屋さんに素材を持ち込んで歯切り加工をしてもらい、後日引取。 歯切り完了!モジュールは8です。  『歯切り』は普通の丸形状だったものが歯切り加工をすることで劇的に形状変化し、機能が一気に付加されるので、いつも『すごいなぁ!カッコイイなぁ!』と感じます(^^) 歯切りが終わったので内径の仕上げ加工を旋盤で行います。 今回の歯車はお客様の所で焼きバメをするのでいつも以上に慎重に仕上げます。 (万が一内径が大きくなってしまうと焼きバメの効き代が無くなってしまい、作り直しになるからです(^^;)) 旋盤で内径を仕上げ。  穴加工が終わったら、最終工程のキー溝加工を実施。 ブローチ盤でいつも通りにキー加工を行います。 JIS規格の穴径であればブローチの刃とヤトイを揃えているのでスムーズに加工することができるのですが、規格外のサイズだとヤトイをその穴径とキー幅に合わせて新しく作る必要があります。 刃(弊社では4mm~28mmまで)とヤトイさえあればブローチ盤でのキー溝加工はかなり効率が良いです(^^) ブローチ盤でキー溝加工実施。 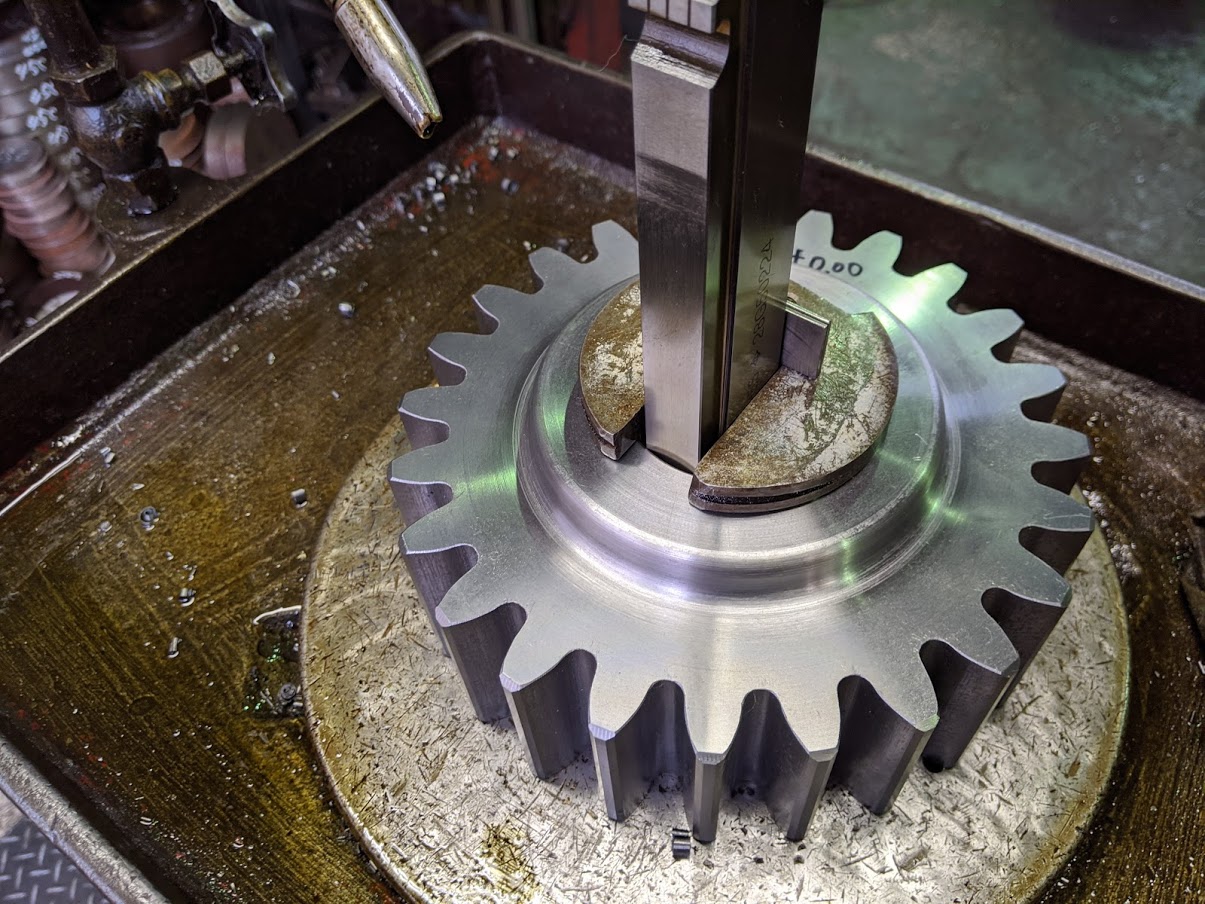 キー溝加工完了!  ブローチ盤は内径キー溝加工の際に大活躍してくれています(^^) 今回はオーソドックスな歯車形状でしたが無事に納めることができました! |
|
| |