
|
2020/6/17
|
|
シャーリング修理⑩勾配キー溝修正(軸&穴) |
|
|
現物に回り止めとして使われていたのは『勾配キー』でした。 分解したエキセン一式。 キーは勾配キーのようですが・・・。  勾配キーはトルクが大きく掛かる装置によく使われていますが、その加工は、 ・軸側のキー溝深さは平行キーと同様にストレートに加工 ・穴側のキー溝深さを勾配に加工 ・組む時に勾配キーで勾配面をガチっと効かせる 方法を通常取ります。 が、現物の穴側キー溝深さは何故かストレート加工になっていました。 さらに軸側のキー溝幅方向と底部には厚いシムがそれぞれ入っていたので、間に合わせで勾配キーを少しでも効かせようとしていたと思われます。 ですが、キーを打ち込んでも穴側の溝深さがストレートの為、勾配面は効かずに勾配キーが何とかエキセンボスの入口で止まっている状態でした。 そうなると、エキセンがしっかり固定されないので切断する時に力が逃げてしまい不安定な状態だったと思われます。 今回は勾配面をきちんと効かせるため、 ・穴側のキー溝を勾配に修正加工する ・軸側のキー溝をキレイに修正加工する ・勾配キーを現物合わせで新作する 方法で製作します。 エキセン軸のキー溝をマシニングに乗せて修正加工。 軸がかなり長いのでマシニングから飛び出てます(^^;) 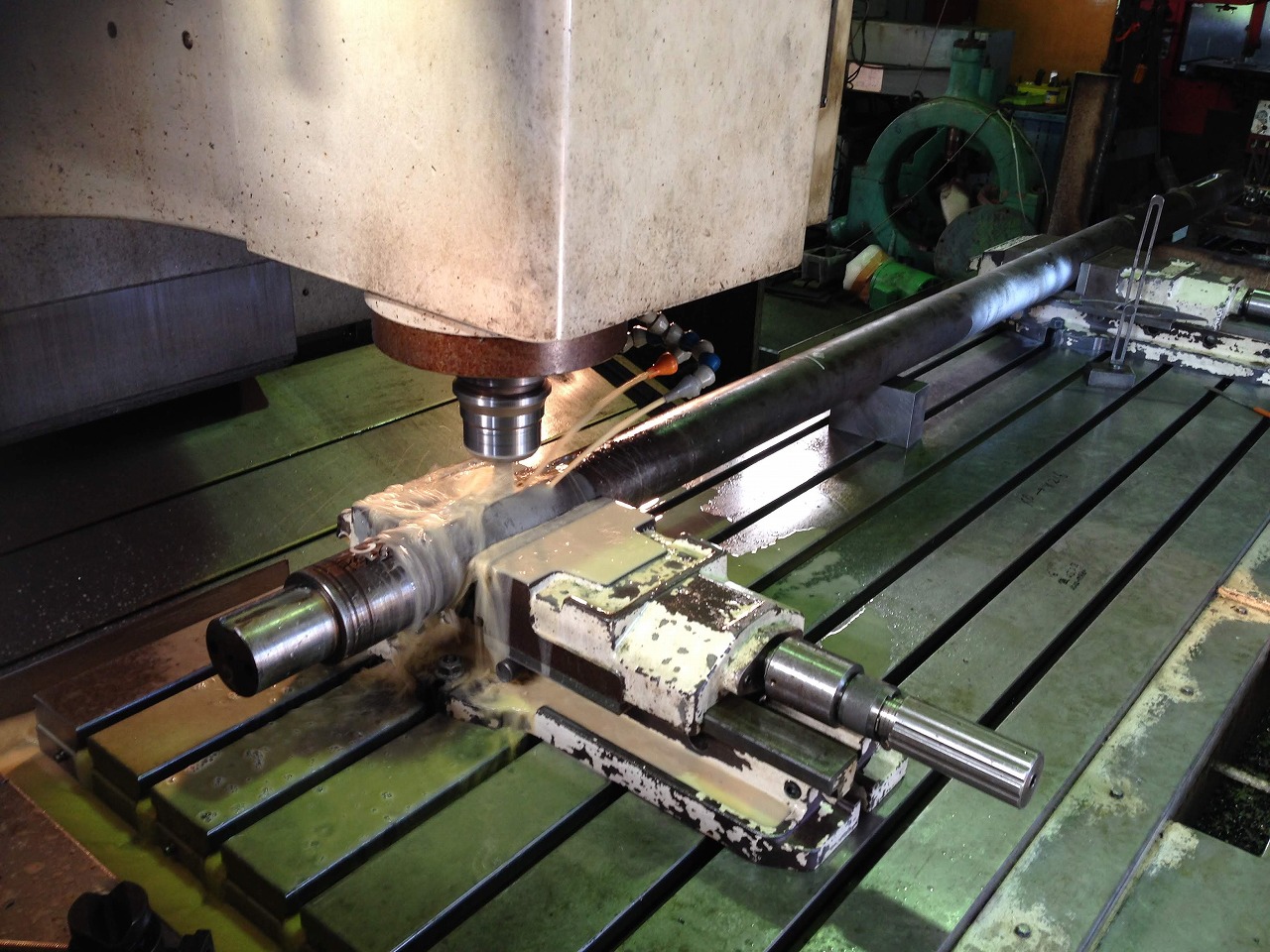 シムを入れなくても良いように幅と深さを丁寧に加工します。 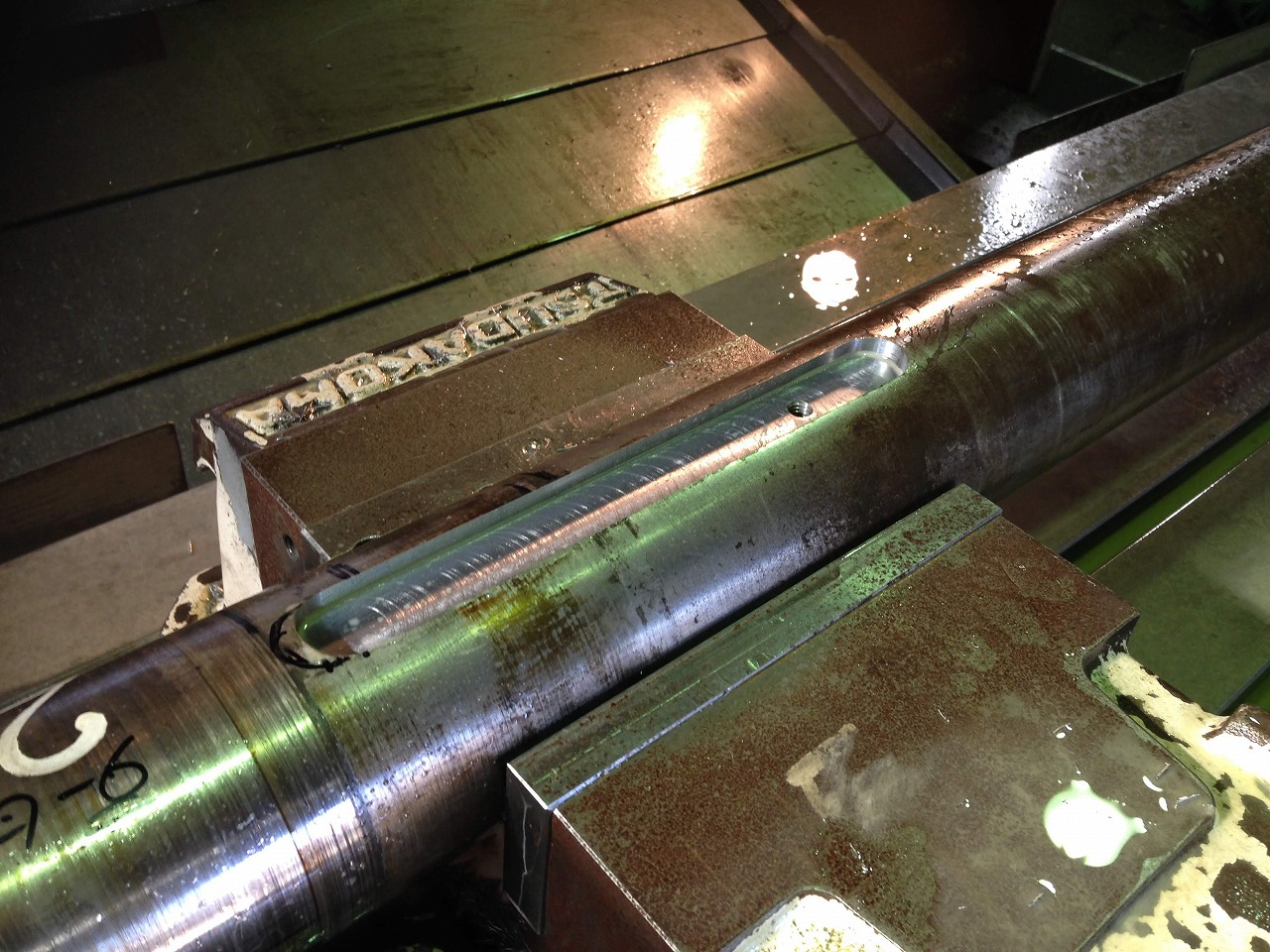 エキセンボスのキー溝を勾配キー用にブローチ盤で修正加工。  今回は穴径が半端な寸法で、ブローチ盤での勾配キー加工用のやといが無かったので現物合わせで製作しました(^^) 現物に合わせて勾配キー加工用のやといを製作。 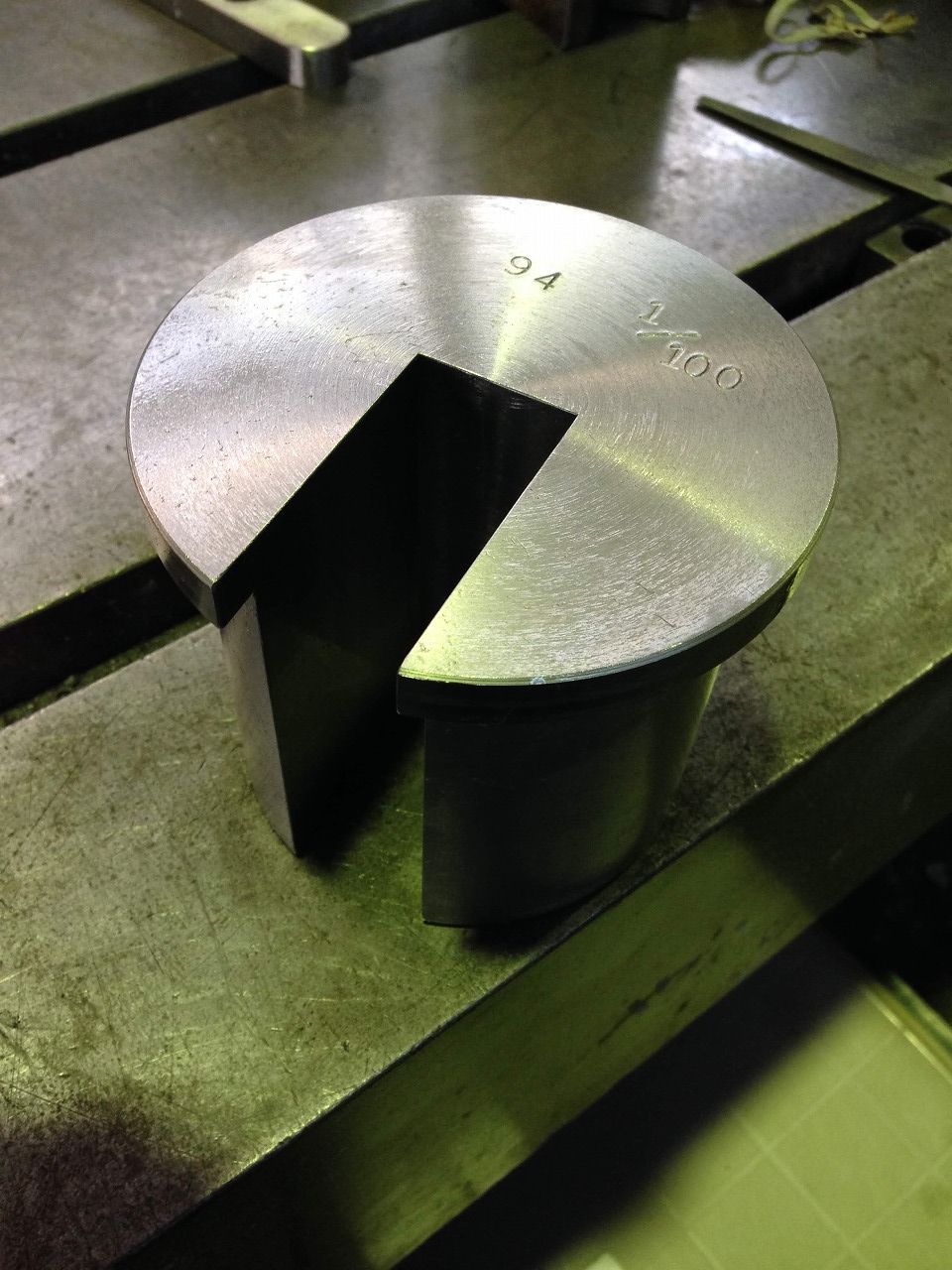 勾配キーは通常の規格だと市販品があるのですが、今回は特殊サイズとなるので現物合わせで勾配キーを作るしかありません。 現物に合わせて製作した勾配キー。 打ち込めるスペースが決まっている為、厚みと長さを慎重に設定します。  |
|
| |